




































Per chi cerca un flusso di materiale preciso e costante, il concetto di Pressure Advance è diventato indispensabile. Dietro questo termine tecnico si nasconde una funzione essenziale per correggere le irregolarità causate dai cambiamenti di velocità del movimento della testina di stampa.
In questo articolo esploreremo in dettaglio il funzionamento del Pressure Advance in Orca Slicer, i diversi metodi di calibrazione e alcuni consigli per ottimizzarlo.
Cos’è il Pressure Advance?
Il Pressure Advance è una funzione che anticipa come il materiale reagirà alle accelerazioni e decelerazioni dell’estrusore. Senza compensazione, gli angoli e le transizioni rapide possono presentare spessori eccessivi o mancanza di materiale, influenzando direttamente la qualità finale.
In pratica, il Pressure Advance permette di modulare la pressione nell’ugello affinché il flusso rimanga costante anche durante bruschi cambi di velocità. Questo equivale a un aggiustamento predittivo dell’estrusione per evitare irregolarità e ottenere un deposito uniforme.
Pressure Advance: un’impostazione complessa?
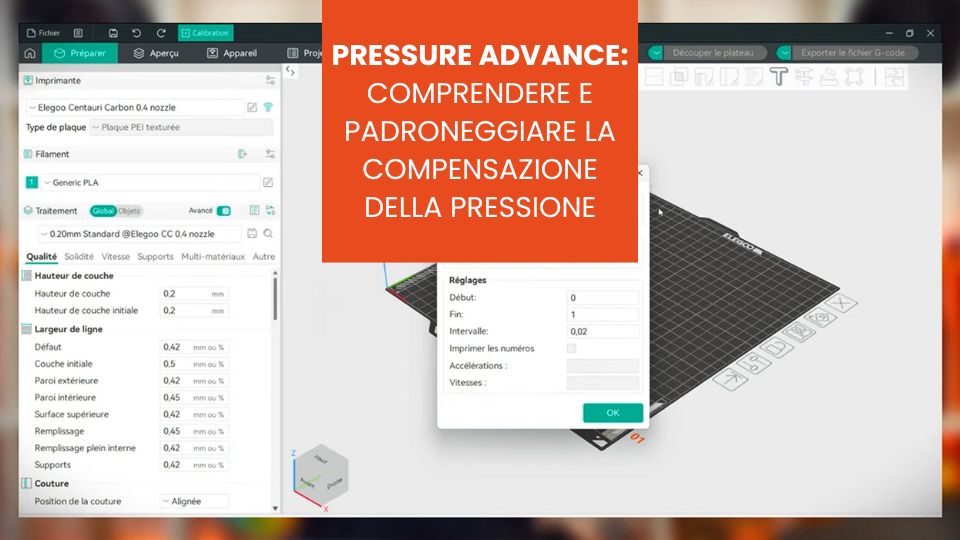
I software di slicing offrono un approccio molto intuitivo al Pressure Advance. Mentre alcuni slicer rendono la calibrazione complessa e poco accessibile, altri forniscono un controllo preciso e una calibrazione progressiva. Questo approccio è adatto sia ai principianti sia agli utenti avanzati.
Orca Slicer offre strumenti di visualizzazione che consentono di vedere come il flusso reagisce ai cambi di velocità, rendendo la regolazione molto più semplice e precisa rispetto ad altri strumenti.
I diversi metodi di Pressure Advance
Esistono diversi metodi per calibrare il Pressure Advance, ognuno con vantaggi diversi a seconda del tipo di pezzo e del livello di precisione desiderato. I tre principali metodi sono:
- La Torre PA (Tower method)
- Il Pattern PA (Pattern method)
- La Linea PA (Line method)
Questi metodi differiscono per il tipo di modello di test utilizzato e per il modo in cui la pressione viene regolata e osservata, permettendo di scegliere quello più adatto alle proprie esigenze.
Torre Pressure Advance
Il metodo della torre (PA Tower) consiste nel stampare un oggetto verticale –una torre– in cui il valore di Pressure Advance aumenta progressivamente con l’altezza. Ogni millimetro viene regolato il PA secondo un passo prestabilito.
Perché usarlo: questo approccio è interessante perché non dipende strettamente dalla qualità del primo strato e simula condizioni vicine a una stampa reale, specialmente ad alta velocità.
Come interpretarlo: una volta stampata la torre, si osservano angoli e spigoli a diverse altezze per identificare il livello in cui le transizioni sono più uniformi e gli eccessi o le mancanze di materiale sono minimi. Il PA ottimale corrisponde al valore applicato a quell’altezza.
Vantaggi / Limiti:
- ✅ Meno sensibile ai problemi del primo strato.
- ✅ Rappresenta bene la dinamica reale della stampa.
- ⚠️ Richiede più tempo e materiale rispetto a un test lineare semplice.
Pattern Pressure Advance
Il metodo del pattern utilizza un piccolo prisma o un motivo geometrico con diverse sezioni, ognuna stampata con un valore diverso di PA.
Perché usarlo: il pattern method è un buon compromesso tra velocità e rappresentatività. Permette di riprodurre transizioni, angoli e accelerazioni simili a quelle di pezzi reali, utile per calibrare il PA su stampe complesse.
Come interpretarlo: dopo la stampa, si osserva il pattern, in particolare angoli, intersezioni e spigoli, per identificare la sezione in cui l’estrusione è più uniforme. Il valore di PA corrispondente viene poi applicato.
Vantaggi / Limiti:
- ✅ Permette di testare condizioni vicine a una stampa reale con frequenti cambi di direzione.
- ✅ Più veloce e meno dispendioso in materiale rispetto a una torre.
- ⚠️ La precisione dipende in parte dalla qualità del primo strato.
Linea Pressure Advance
Il metodo della linea (PA Line) consiste nel stampare diverse linee rette, ognuna con un valore diverso di PA, per osservare quale offre il flusso più uniforme –senza bolle, interruzioni, eccessi o mancanze.
Perché usarlo: è un buon punto di partenza per ottenere una prima stima del PA. Consuma poco materiale ed è rapido da eseguire.
Come interpretarlo: dopo la stampa, confrontare le linee; quella con il tracciato più uniforme generalmente corrisponde al valore più adatto, che può poi essere applicato alle stampe reali.

Vantaggi / Limiti:
- ⚠️ Meno rappresentativo delle condizioni reali di stampa rispetto al pattern o alla torre.
- ✅ Molto rapido e poco costoso in materiale.
- ⚠️ Fortemente dipendente dalla qualità del primo strato.
Consigli per dominare Pressure Advance
- Testare diverse velocità di stampa: Il coefficiente ideale può variare a seconda della velocità. Alcuni utenti creano profili differenti per stampe lente e veloci.
- Considerare il materiale: La natura del materiale influenza la dinamica. Un filamento flessibile o molto fluido può richiedere un coefficiente diverso rispetto a un materiale rigido.
- Controllare la temperatura: Una temperatura troppo alta o troppo bassa può modificare la pressione del materiale e quindi l’efficacia del Pressure Advance.
- Combinare con linear advance: sebbene siano tecnologie simili, si completano a vicenda. Il software permette di gestire finemente questa interazione per massimizzare la regolarità del flusso.
- Analizzare con un modello visivo: Alcuni modelli di calibrazione includono zone con gradiente di velocità, ideali per verificare la costanza del flusso in diversi regimi.
Errori comuni e come evitarli
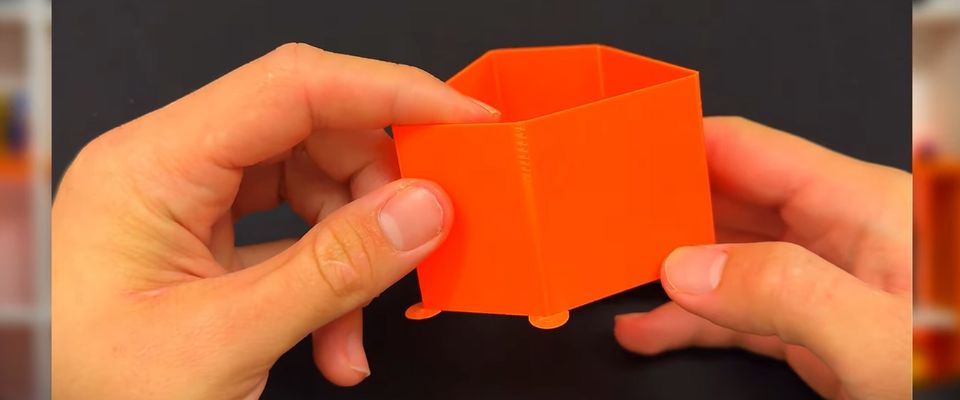
- Coefficiente troppo alto: Produce vuoti negli angoli e flusso irregolare.
- Coefficiente troppo basso: Sovrapposizione negli angoli e cordoni visibili.
- Ignorare la velocità: Un coefficiente calibrato per velocità bassa può non essere adatto per stampe veloci.
- Ignorare il materiale: Non adattare il coefficiente al tipo di filamento può annullare tutti i benefici.
La soluzione consiste sempre nel procedere per prove progressive, modificando un parametro alla volta, per comprendere esattamente l’impatto di ogni regolazione.
Conclusione
Pressure Advance non è un semplice parametro, ma uno strumento tecnico in grado di migliorare notevolmente la qualità delle stampe. Con una calibrazione accurata e una comprensione chiara del suo funzionamento, è possibile ottenere un flusso omogeneo, angoli netti e superfici lisce.
Dominare questa funzione consente di passare da un risultato accettabile a una stampa affidabile e precisa, anche su pezzi complessi. Questo processo è accessibile e offre uno strumento potente per gli utenti che desiderano massimizzare la precisione.
✅ Perché scegliere Polyfab3D?
Supporto premium e assistenza post-vendita: Partendo dalle vostre esigenze, vi guideremo verso la soluzione più adatta e vi accompagneremo nel tempo nella sua implementazione e utilizzo quotidiano.
Rivenditore ufficiale: Polyfab3D è un rivenditore certificato dei marchi più prestigiosi, garantendovi prodotti ufficiali, accesso esclusivo alle ultime innovazioni e supporto tecnico prioritario.
Consegna rapida e soddisfazione del cliente: Polyfab3D si impegna a offrirvi un’esperienza ottimale e veloce. Il feedback positivo dei nostri clienti è una testimonianza della qualità e dell’efficienza del nostro servizio.
Contattaci ora per una raccomandazione personalizzata, adatta alle tue esigenze, al tuo budget e alle tue ambizioni.