




































Quando si inizia a esplorare OrcaSlicer, ci si accorge presto di una cosa: questo slicer non si limita ad applicare profili “magici”. Offre una quantità impressionante di impostazioni avanzate, spesso assenti o semplificate in altri software. È una notizia eccellente… a patto di sapere quando e come utilizzarle.
In questo articolo, illustreremo i menu che hanno un impatto diretto sulla qualità visiva, sulla resistenza meccanica e sull’affidabilità complessiva delle stampe. Larghezza del filo, pareti, cuciture, riempimento, supporti o anche brim: ogni parametro ha una logica precisa e, soprattutto, interazioni con gli altri.

Menu qualità: dove tutto ha inizio
Il menu Qualità a volte viene trattato troppo rapidamente. Eppure, qui si decidono i dettagli che trasformano un pezzo semplicemente corretto in un pezzo pulito e controllato.
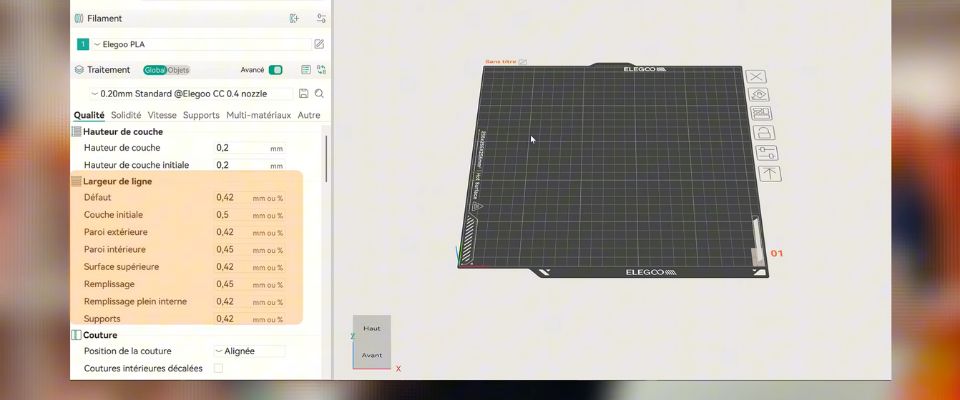
Larghezze del filo: molto più di un semplice numero
La larghezza del filo è spesso confusa con il diametro dell’ugello. In realtà, si tratta di una decisione di slicing e non di un vincolo hardware rigoroso.
È possibile definire larghezze diverse a seconda del contesto: pareti, riempimento, strati superiori o inferiori. Questa flessibilità permette regolazioni molto più intelligenti:
- – Una larghezza leggermente superiore al diametro dell’ugello migliora la coesione tra gli strati.
- – La resistenza aumenta utilizzando larghezze maggiori.
- – Una larghezza ridotta consente di riprodurre meglio i dettagli fini.
- – Larghezze variabili facilitano il riempimento di zone complesse senza creare vuoti.
Si capisce che la qualità non dipende solo dall’altezza dello strato. Dipende altrettanto dalla gestione del flusso in XY.
Punto importante: modificare le larghezze del filo può richiedere di adattare altri parametri di stampa, come velocità o temperatura di estrusione.
Cucitura (Seam): rendere l’inevitabile… invisibile
La cucitura è un male necessario nella FDM. Ogni strato deve iniziare e terminare da qualche parte. La vera domanda non è come eliminarla, ma come renderla il meno visibile possibile.
Esistono diverse strategie di posizionamento:
- – Cucitura allineata per un risultato coerente ed estetico.
- – Cucitura casuale per rompere la ripetizione visiva ed evitare grandi zone fragili.
- – Cucitura nascosta negli angoli o nelle zone concave.
La scelta giusta dipende fortemente dal modello. Un pezzo funzionale avrà esigenze diverse rispetto a un oggetto decorativo. Questa impostazione è spesso sottovalutata, ma può influenzare l’aspetto finale, in particolare sulle superfici cilindriche.
Generatore di pareti: classico o Arachne?
Nel nostro software troviamo due logiche di generazione delle pareti, ognuna adatta a esigenze differenti.
Modalità classica: robusta e prevedibile
La modalità classica si basa su pareti concentriche a larghezza costante. È particolarmente adatta a:
- – Pezzi semplici con forme regolari e pareti spesse,
- – Stampe dove la regolarità e la velocità prevalgono sul dettaglio.
È una modalità affidabile, facile da prevedere e compatibile con quasi tutti i materiali.
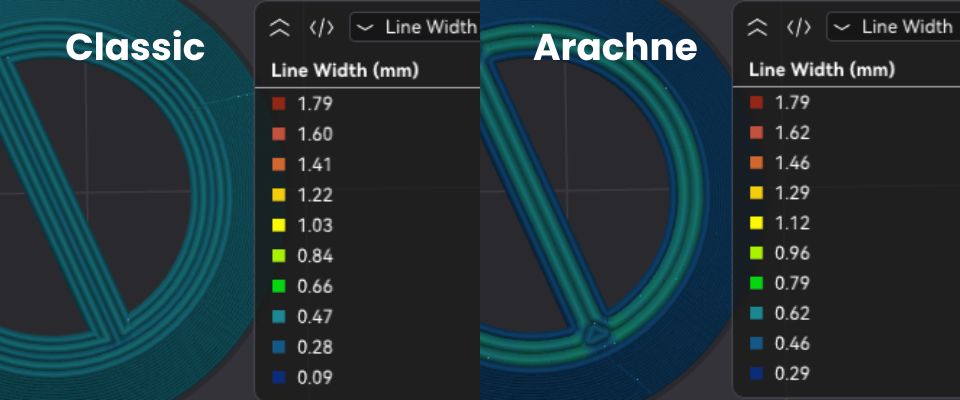
Modalità Arachne: quando la geometria diventa complessa
La modalità Arachne cambia radicalmente l’approccio. Qui lo slicer adatta dinamicamente la larghezza delle linee per adeguarsi alla geometria reale del modello. Questa modalità ottimizza la resistenza.
I benefici sono immediati:
- – Migliore gestione di pareti sottili e geometrie complesse,
- – Riduzione dei vuoti interni con distribuzione ottimizzata del materiale,
- – Ottima resa dei dettagli e transizioni morbide tra le pareti
Questa modalità è particolarmente rilevante per modelli organici, testi in rilievo o pezzi derivati da scansioni 3D. È ideale per materiali tecnici che richiedono una fusione perfetta tra le linee.
Impostazioni avanzate della modalità Arachne
Questi parametri potenti devono essere usati con metodo:
- Angolo soglia di transizione pareti: definisce da quale angolo si applica il cambio di larghezza. Un valore troppo basso può causare errori di estrusione.
- Margine di filtraggio transizioni: smussa le variazioni troppo brusche, evitando cambi rapidi nel numero di pareti.
- Lunghezza di transizione pareti: indica su quale distanza avviene il cambio di larghezza (più è lunga, più la variazione è graduale e precisa).
- Numero di pareti interessate: indica quante pareti esterne possono cambiare larghezza, distribuendo l’adattamento tra più pareti.
- Larghezza minima parete: evita pareti troppo sottili e fragili.
- Dimensione minima caratteristiche: definisce ciò che è considerato stampabile.
- Lunghezza minima parete: evita la stampa di micro-segmenti inutili.
Ordine di stampa delle pareti: una scelta strategica
L’ordine di stampa influisce direttamente sulla precisione dimensionale, sulla finitura superficiale e sulla resistenza meccanica.
- Interno / esterno: migliora l’adesione degli strati interni e il supporto dei volumi in sovrapposizione tramite il riempimento. L’aspetto esterno può risultare leggermente compromesso (cuciture visibili all’esterno, priorità alle pareti interne).
- Interno / esterno / interno: migliora l’adesione tra strati, la coesione interna e la finitura esterna. Tuttavia, i volumi in sovrapposizione saranno meno supportati, il che può causare deformazioni in zone sottili.
- Esterno / interno: favorisce l’aspetto visivo, ma richiede una stampante ben calibrata per evitare problemi di adesione interna.
- Riempimento prima: migliore supporto dei volumi in sovrapposizione, utile per pezzi funzionali. Da usare con attenzione per il rischio di deformazioni.
Menu resistenza: la forza non si riduce al riempimento
Numero di pareti: il vero pilastro della resistenza
Aumentare il numero di pareti è spesso più efficace che incrementare il riempimento. Le tensioni meccaniche si concentrano principalmente sulle pareti esterne.
Quattro o cinque pareti ben fuse offrono generalmente maggiore resistenza rispetto a un riempimento denso mal connesso.
Pareti aggiuntive alternate
Questa opzione rinforza alcuni strati in modo alternato. Permette di aumentare resistenza e rigidità senza aumentare eccessivamente tempo di stampa o consumo di filamento.
Rilevamento pareti sottili
Indispensabile per modelli complessi, consente di adattare la strategia di stampa evitando pareti fantasma o troppo fragili.
Pattern di riempimento interno
Il pattern di riempimento influisce direttamente su resistenza, massa e tempo di stampa. La scelta del pattern è strettamente legata alla densità di riempimento. A parità di densità, la geometria del pattern influisce su rigidità, distribuzione delle sollecitazioni e resistenza complessiva del pezzo.
Alcuni pattern privilegiano velocità e semplicità, altri sono progettati per ottimizzare la resistenza meccanica, specialmente nei pezzi funzionali.
Altro menu: Brim, piccolo dettaglio, grande impatto
Spesso usato automaticamente, il brim merita attenzione. Esistono diversi tipi di brim per diverse situazioni:
- – Migliorare adesione su piccole superfici di contatto;
- – Stabilizzare stampe alte;
- – Ridurre il warping su alcuni materiali.
Ben configurato, il brim diventa uno strumento efficace di affidabilità.
Conclusione: comprendere prima di ottimizzare
OrcaSlicer non è uno slicer “plug and play”, ed è proprio questo il suo punto di forza. Ogni impostazione ha una logica, un’intenzione e un contesto d’uso.
Prendersi il tempo per comprendere questi parametri permette di stampare in modo più pulito, ridurre gli errori e adattare realmente la stampa al pezzo, e non il contrario.
Successivamente si potrà approfondire la gestione dei supporti, l’uso dei modificatori, il controllo delle velocità, del flusso e la calibrazione avanzata. Indicate nei commenti l’argomento che desiderate approfondire. In stampa 3D, la qualità non deriva mai da un solo parametro, ma dall’equilibrio tra tutti.
✅ Perché scegliere Polyfab3D?
Supporto premium e assistenza post-vendita: Partendo dalle vostre esigenze, vi guideremo verso la soluzione più adatta e vi accompagneremo nel tempo nella sua implementazione e utilizzo quotidiano.
Rivenditore ufficiale: Polyfab3D è un rivenditore certificato dei marchi più prestigiosi, garantendovi prodotti ufficiali, accesso esclusivo alle ultime innovazioni e supporto tecnico prioritario.
Consegna rapida e soddisfazione del cliente: Polyfab3D si impegna a offrirvi un’esperienza ottimale e veloce. Il feedback positivo dei nostri clienti è una testimonianza della qualità e dell’efficienza del nostro servizio.
Contattaci ora per una raccomandazione personalizzata, adatta alle tue esigenze, al tuo budget e alle tue ambizioni.