




































Nella stampa 3D, la qualità della superficie è uno dei criteri principali, insieme alla precisione dimensionale e alla resistenza meccanica. Anche con una macchina ben calibrata e un materiale di qualità, le linee di stratificazione rimangono visibili. Questa è una caratteristica intrinseca dei processi additivi, ma non è inevitabile.
La levigatura delle stampe 3D comprende tutte le tecniche che migliorano l’aspetto superficiale di un pezzo stampato, sia prima, durante o dopo la stampa. Alcuni metodi agiscono direttamente a livello del slicer, altri prevedono un post-trattamento meccanico o chimico. La scelta dipende dal materiale, dall’uso finale del pezzo e dal livello di finitura desiderato.

Pianificare la levigatura già dal slicer: impostazioni che fanno la differenza
Prima di prendere carta abrasiva o solventi, è fondamentale comprendere che la migliore levigatura spesso inizia a monte.
Molti problemi di superficie non derivano dal materiale o dalla macchina, ma da impostazioni inadeguate nel slicer. Un pezzo ben progettato già in questa fase richiederà molto meno post-trattamento.
Altezza dello strato: il compromesso fondamentale
L’altezza dello strato è uno dei parametri più evidenti, ma anche uno dei più fraintesi. Un’altezza maggiore accelera la stampa, ma rende più visibili le linee. Un’altezza minore migliora l’aspetto visivo, ma aumenta significativamente il tempo necessario.
Nella pratica, scendere sistematicamente a 0,1 mm non è sempre consigliabile. In alcune geometrie, un’altezza intermedia ben scelta offre un risultato più uniforme rispetto a un’impostazione estrema.
Inoltre, non tutte le zone del pezzo richiedono la stessa finezza. Qui entra in gioco un approccio più intelligente.
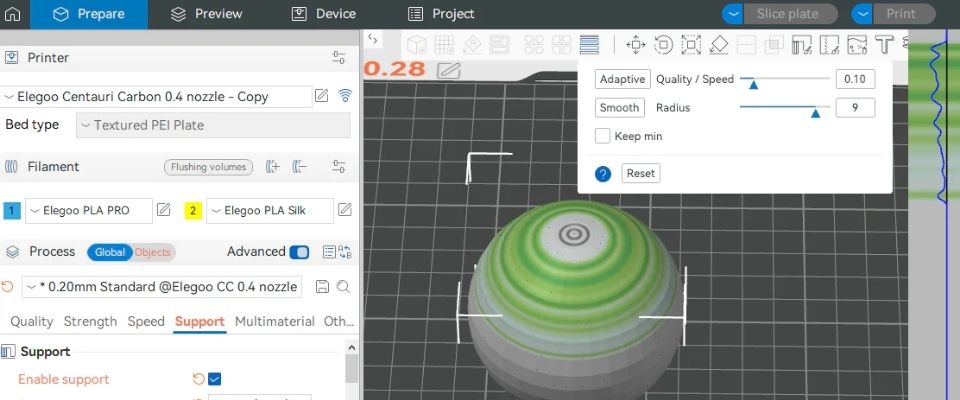
Altezza variabile dello strato: levigare senza allungare inutilmente i tempi
I slicer moderni offrono funzioni di altezza dello strato adattativa o variabile. Il principio è semplice:
- – strati sottili su curve, arrotondamenti e zone visibili
- – strati più spessi su superfici piane o poco esposte
Questa strategia permette di ottenere un risultato visivamente più liscio senza penalizzare eccessivamente il tempo totale. È particolarmente efficace su pezzi organici, decorativi o ergonomici.
Usata correttamente, questa tecnica riduce già in modo significativo la necessità di carteggiatura successiva.
Ironing: levigare le superfici superiori
Ironing è una funzione specifica per le superfici orizzontali superiori. Dopo l’ultimo strato, l’ugello passa leggermente sulla superficie, estrudendo pochissimo materiale o addirittura nulla.
Risultato:
- – le linee di riempimento scompaiono parzialmente
- – la superficie diventa più uniforme al tatto
- – l’aspetto visivo migliora notevolmente

Questa tecnica è particolarmente efficace su materiali come il PLA, ma deve essere utilizzata con attenzione. Un ironing mal impostato può provocare sbavature, superfici troppo lucide o irregolari e un significativo aumento dei tempi di stampa.
Si consiglia di testare questa opzione su pezzi semplici prima di applicarla a oggetti più complessi.
Precisione meccanica ed estrusione: le basi spesso trascurate
Nessuna impostazione software compenserà un’estrusione mal calibrata, un ugello parzialmente intasato o un filamento 3D umido o di scarsa tolleranza.
Un’eccessiva estrusione accentua i difetti superficiali, mentre una sottoestrusione crea micro-vuoti che non possono più essere corretti. Prima di cercare di levigare, è fondamentale assicurarsi che tutto sia pulito, uniforme e controllato.
Levigatura meccanica: metodi semplici, risultati progressivi
Una volta stampato il pezzo, la levigatura meccanica resta il metodo più universale. È compatibile con la maggior parte dei materiali, ma richiede tempo e precisione.
Carteggiatura: il metodo più diffuso
La carteggiatura è spesso considerata basica, ma eseguita correttamente permette di ottenere risultati molto puliti.
La chiave è procedere per gradi:
- grana grossa per eliminare le linee visibili
- grana media per uniformare la superficie
- grana fine per ottenere una sensazione liscia al tatto
In generale, è preferibile carteggiare con acqua sulle grane fini, per limitare il riscaldamento della plastica e migliorare l’uniformità.
Questo metodo funziona particolarmente bene su PLA, PETG, ABS e alcuni nylon, anche se questi ultimi richiedono maggiore pazienza.
Il principale svantaggio resta il tempo necessario, soprattutto su pezzi complessi o molto dettagliati.
Fusione superficiale con calore: un approccio delicato
Alcune tecniche di levigatura utilizzano una fonte di calore, come una pistola termica o un cannello, per fondere leggermente gli strati esterni. Questo approccio riduce visivamente le linee e offre una superficie più uniforme.
Oltre a migliorare l’aspetto visivo, il calore può conferire al pezzo un leggero effetto lucido, utile per stampe decorative o prototipi visivi.
Tuttavia, questo metodo comporta rischi importanti. Un calore non controllato può deformare il pezzo, far perdere dettagli fini o provocare bolle e bruciature localizzate.
Per questi motivi, l’uso di una pistola termica o cannello richiede precisione ed esperienza. Non è consigliato per pezzi funzionali che necessitano di grande precisione dimensionale, e resta riservato a stampe decorative o sperimentali.
Verniciatura: una finitura a sé stante
La verniciatura è spesso associata alla levigatura, ma costituisce in realtà un passaggio di post-trattamento distinto. Permette di mascherare le imperfezioni residue, uniformare la superficie e conferire una finitura estetica.
Tuttavia, un pezzo non preparato rimarrà visibile sotto la vernice. La levigatura meccanica o chimica preliminare rimane indispensabile. Trovi maggiori informazioni sulla verniciatura per stampa 3D nel nostro articolo dedicato.
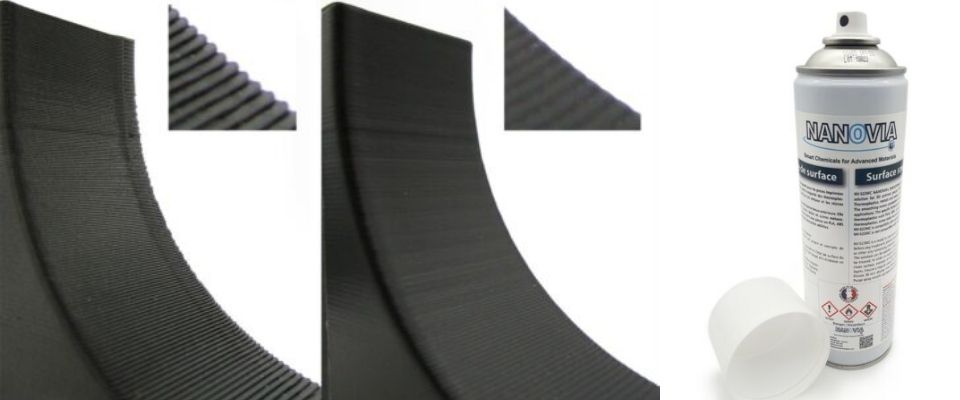
Levigatura chimica: massima efficacia, limiti reali
La levigatura chimica si basa sull’uso di solventi in grado di ammorbidire la superficie della plastica, permettendo alle strati di fondersi parzialmente tra loro.
Questo metodo offre spesso il miglior risultato estetico, ma non è né universale né innocuo.
Levigatura chimica e compatibilità dei materiali
Non tutte le plastiche reagiscono allo stesso modo ai solventi. Alcune sono molto reattive, altre quasi insensibili.
Il principio resta lo stesso:
- – esposizione controllata ai vapori o al solvente
- – fusione superficiale del materiale
- – solidificazione con una superficie più uniforme
Questa tecnica può produrre superfici molto lisce, ma modifica leggermente anche le dimensioni e la precisione dei dettagli fini. Prodotti pronti all’uso come le soluzioni di levigatura Nanovia sono semplici da usare e progettati appositamente per pezzi stampati in 3D.
Vantaggi e limiti della levigatura chimica
La levigatura chimica permette di ottenere una superficie molto omogenea eliminando visivamente le linee di stampa, senza ricorrere all’abrasione meccanica. È particolarmente adatta a pezzi estetici o prototipi visivi, soprattutto quando la geometria presenta zone difficili da carteggiare.
Tuttavia, l’uso di solventi richiede precauzioni specifiche e può comportare una leggera perdita di dettagli o precisione dimensionale, limitandone l’applicazione a pezzi funzionali.
Scegliere il metodo giusto in base all’uso del pezzo
Non esiste un metodo di levigatura universale. La scelta corretta dipende sempre dall’obiettivo finale:
- – prototipo funzionale: impostazioni slicer ottimizzate e leggera carteggiatura
- – pezzo estetico: combinazione di carteggiatura e finitura avanzata
- – oggetto decorativo: levigatura chimica possibile in base al materiale
- – pezzo meccanico: evitare metodi che alterano le dimensioni
In ogni caso, un approccio progressivo resta il più affidabile. Inoltre, le macchine moderne consentono già di base di ottenere pezzi relativamente lisci. La necessità di levigatura estrema dipenderà quindi dall’applicazione finale.
Conclusione: la levigatura è più una questione di strategia che di tecnica
La levigatura delle stampe 3D non è un passaggio isolato, ma un insieme di scelte tecniche coerenti, dalla preparazione del file al post-trattamento finale. Se desideri un focus sulle ottimizzazioni software possibili, lascia un commento.
I migliori risultati si ottengono quando la geometria è progettata per la stampa, le impostazioni del slicer sono adatte al pezzo e il post-trattamento è scelto in base al materiale e all’uso previsto.
Piuttosto che cercare una soluzione miracolosa, è spesso più efficace combinare intelligentemente più approcci, dando sempre priorità alla qualità iniziale.
✅ Perché scegliere Polyfab3D?
Supporto premium e assistenza post-vendita: Partendo dalle vostre esigenze, vi guideremo verso la soluzione più adatta e vi accompagneremo nel tempo nella sua implementazione e utilizzo quotidiano.
Rivenditore ufficiale: Polyfab3D è un rivenditore certificato dei marchi più prestigiosi, garantendovi prodotti ufficiali, accesso esclusivo alle ultime innovazioni e supporto tecnico prioritario.
Consegna rapida e soddisfazione del cliente: Polyfab3D si impegna a offrirvi un’esperienza ottimale e veloce. Il feedback positivo dei nostri clienti è una testimonianza della qualità e dell’efficienza del nostro servizio.
Contattaci ora per una raccomandazione personalizzata, adatta alle tue esigenze, al tuo budget e alle tue ambizioni.